Когда слышишь 'хомут для трубы из нержавеющей стали экспортер', многие сразу думают о цене и сертификатах. Но если копать глубже, особенно в поставках для промышленных объектов за рубежом, всё упирается в детали, которые в спецификациях часто не пишут. Например, как поведёт себя та же AISI 304 при постоянном контакте с определёнными химреагентами в системе, или почему партия, идеально прошедшая заводской контроль, на объекте может вызвать нарекания из-за несоответствия монтажным нормам конкретной страны. Это не про бумаги, а про понимание, как продукт будет работать в реальных условиях, а не на складе.
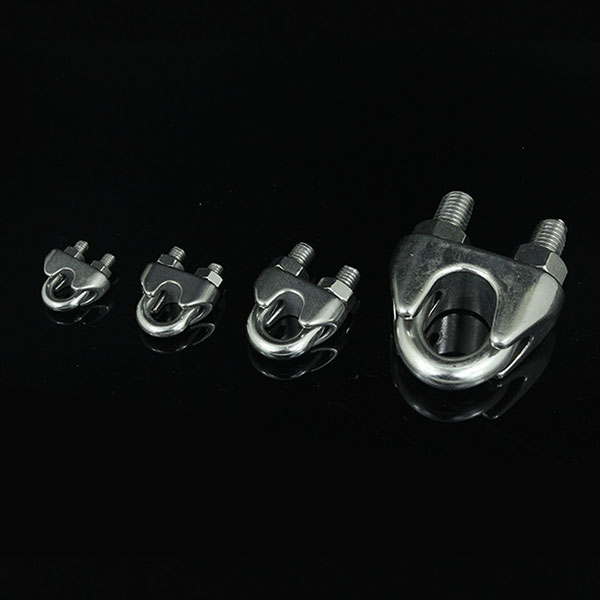
Берём нашу основную историю — хомут для трубы из нержавеющей стали. Казалось бы, материал стандартный. Но вот пример: для проекта в Скандинавии требовались хомуты для наружных трубопроводов с высокой стойкостью к антиобледенительным реагентам. Мы изначально предложили 304-ю сталь, как самую ходовую. Однако, пообщавшись с местным инженером, выяснилось, что в их практике лучше показывает себя AISI 316L из-за специфического состава реагентов. Это не было прописано в ТЗ, но было критично для долговечности. Если бы не этот разговор, через пару сезонов могли бы начаться проблемы с коррозией, а вину бы списали на поставщика.
Или другой аспект — обработка поверхности. Матовая, полированная, сатинированная? Для пищевой промышленности или фармацевтики часто нужна особая полировка, чтобы не было задержки частиц. Но для химической промышленности важнее может быть не внешний вид, а точная толщина пассивирующего слоя после травления. Мы как-то отгрузили партию с идеальной, на наш взгляд, полировкой для молочного завода, но приёмка забраковала — оказалось, по их внутреннему стандарту требовалась именно электрополировка для упрощения процедур CIP-мойки. Пришлось срочно переделывать. Теперь всегда уточняем не просто 'для пищевой промышленности', а запрашиваем код стандарта очистки или хотя бы фото аналогичных узлов на их действующем производстве.
Ещё один момент — это маркировка. В ЕС, например, часто требуют лазерную гравировку с указанием не только марки стали и нашего логотипа, но и номера плавки, года и даже квартала производства. Это для полной прослеживаемости. Наши китайские коллеги из Sichuan Juxinfeng Machinery Co., Ltd. (сайт их российского представительства — https://www.jxfhardware.ru) как раз столкнулись с этим, когда начали активные поставки в Германию. Им пришлось дооснастить цех дополнительным оборудованием для маркировки. Их опыт, кстати, показателен: компания, основанная в 1995 году, изначально фокусировалась на крепеже и подшипниках, и только нарастив экспертизу в металлообработке и контроле качества, вышла на сложный рынок нестандартных деталей и хомутов из нержавейки. Это эволюция, а не просто смена ассортимента.
Здесь история не про контейнеры и инкотермс, это все знают. Речь о мелочах. Допустим, хомуты упакованы в пластиковые пакеты с ингибиторами коррозии (VCI) и уложены в коробки. Кажется, надёжно. Но если морская перевозка занимает 60 дней, а потом груз месяц лежит в портовом складе в условиях высокой влажности, эти пакеты могут быть недостаточны. Мы перешли на комбинированную упаковку: VCI-плёнка + индикаторные карточки контроля влажности внутри каждого бокса. Это добавляет копейки к стоимости, но снимает 90% претензий по появлению первых следов поверхностной коррозии при вскрытии.
Другой казус — деревянная обрешётка. Требования фитосанитарного контроля в разных странах меняются. Была ситуация, когда партию задержали на границе из-за отсутствия правильного клейма на древесине поддонов. Теперь мы используем только термообработанную древесину с маркировкой HT и всегда прикладываем к пакету документов копии сертификатов на упаковочные материалы. Это рутина, но её отсутствие парализует всю поставку.
И конечно, погрузка. Нержавеющие хомуты, особенно крупных размеров, — не кирпичи. Небрежная погрузка вилочным погрузником может привести к вмятинам на резьбовых шпильках или на корпусе стяжки. Мы даже сняли короткое видео-инструкцию для грузчиков в портах отправления, показывающее, как правильно брать паллету. Кажется смешным, но количество повреждений 'транспортного' характера снизилось раза в три. Для экспортёра такая внимательность к деталям — это часть репутации.
Типичная ошибка — брать техническое задание (ТЗ) как догму. Часто заказчик, особенно оптовый покупатель или торговая компания, присылает ТЗ, скопированное с какого-то старого проекта. Наша задача — задавать 'глупые' вопросы. 'А для какой среды? Какое рабочее давление и температура? Есть ли вибрации? Какой тип уплотнения планируется? Будет ли это стационарный крепёж или демонтируемая конструкция?' Порой выясняется, что клиенту на самом деле нужен не стандартный силовой хомут для трубы, а хомут с шарнирным соединением или с возможностью последующей регулировки.
Один из самых показательных кейсов был с поставкой в Казахстан для нефтегазового сектора. Прислали чертёж хомута по ГОСТу. Но, изучив эскиз монтажного узла, который они (после наших вопросов) прислали, мы заметили, что место установки — зона с высокими динамическими нагрузками. Стандартный хомут мог не выдержать усталостных напряжений. Предложили усилить конструкцию за счёт изменения конфигурации рёбер жёсткости и использовать сталь 321 вместо 304 для большей стойкости к термоциклированию. Клиент сначала сопротивлялся — дороже и сроки. Но после совместных расчётов с нашим технологом согласился. В итоге узел работает без нареканий уже несколько лет. Это тот случай, когда экспортёр должен быть не пассивным исполнителем, а инженерным консультантом.
Компания Juxinfeng на своём сайте jxfhardware.ru как раз акцентирует, что специализируется на эксплуатации (то есть понимании работы) крепёжных устройств и нестандартных деталей. Это ключевая мысль. Их продукция сделана на современном оборудовании, но важно то, что они подчёркивают строгий контроль качества и ставят на первое место стабильность поставок. Для экспортёра это и есть основа: ты должен быть предсказуемым партнёром, который не подведёт с качеством и сроком, особенно когда речь идёт о крупном промышленном проекте.
Калибры и микрометры — это обязательно. Но есть нюансы. Например, твёрдость материала. Для шпилек и гаек хомута она должна быть согласована, чтобы не было перекоса при затяжке или срыва резьбы. Мы выборочно проверяем твёрдость по Бринеллю или Роквеллу для каждой плавки. Ещё один момент — качество сварного шва (если хомут сварной, а не цельноштампованный). Визуальный контроль — это минимум. Хорошо бы выборочно делать травление швов, чтобы увидеть структуру. Мы как-то пропустили партию, где сварка была выполнена с небольшим непроваром. Визуально — красиво, но при испытаниях на разрыв шов пошёл трещиной именно из этого места. Теперь у нас есть протокол выборочного УЗК-контроля для ответственных серий.
Чистота поверхности — тоже не для красоты. Любые микрозаусенцы, остатки абразива после шлифовки или следы от инструмента — это места для начала точечной коррозии. Особенно критично для систем с морской водой или агрессивными парами. Финишный контроль включает в себя осмотр под сильной лампой и буквально 'проведение пальцем в перчатке' по критичным поверхностям. Если что-то цепляется — отправляется на доработку.
Испытания. Помимо стандартных механических испытаний на растяжение, полезно делать собственные 'полевые' тесты. Мы, например, собираем образцовый хомут, устанавливаем его на трубу-имитатор и проводим циклы затяжки-ослабления динамометрическим ключом, проверяя, не 'залипает' ли резьба, равномерно ли распределяется усилие. Это даёт понимание об удобстве монтажа, о чём конечные монтажники всегда потом благодарят.
Быть просто поставщиком дешёвых хомутов из нержавейки — тупиковый путь. Конкуренция с локальными производителями в той же Европе или странах СНГ высока. Ключ — в специализации и сложных заказах. Например, хомуты для энергетики с изоляционным покрытием, или для судостроения с особыми требованиями к катодной защите, или хирургически чистые для биотеха. Нужно найти свою нишу, где важны не 5% экономии, а гарантированная надёжность и соответствие специфическим стандартам (ASME, DIN, Lloyd's Register и т.д.).
Здесь история компании Sichuan Juxinfeng Machinery Co., Ltd. показательна. Они не начали с хомутов, а пришли к ним через многолетнюю работу с крепежом и подшипниками. Это значит, что у них в крови понимание нагрузок, трения, сопряжения деталей. Когда они говорят о 'строгих процедурах контроля качества для обеспечения высокого качества', это, скорее всего, отточенная годами система, а не просто слова в разделе 'О нас'. Для экспортёра такая база — огромное преимущество. Их сайт https://www.jxfhardware.ru — это их лицо для русскоязычного рынка, и важно, что они делают акцент на стабильности и надёжности, а не только на цене.
В итоге, быть экспортером хомутов из нержавеющей стали — это не про заполнение инвойсов. Это про глубокое знание материала, процессов, стандартов и, что самое главное, про умение смотреть на продукт глазами конечного инженера-механика, который будет монтировать эту деталь где-нибудь на ТЭЦ в Сибири или на химзаводе в Голландии. Все детали, все 'а что, если' — они и создают ту самую добавленную стоимость, которая отличает поставщика от партнёра. И иногда самое важное — это не та деталь, которую ты отгрузил, а та проблема, которую клиент, благодаря твоей дотошности, так и не узнал.